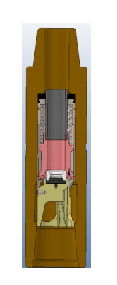

Non-Magnetic Drill Collar Manufacturing: Precision Process for Guaranteed Performance
The Manufacturing Challenge for Non-Magnetic Tools
Achieving consistent non-magnetic properties requires:
⚠️ Ultra-clean steel with controlled chemical composition
⚠️ Precise heat treatment to maintain austenitic structure
⚠️ Rigorous testing at every production stage
⚠️ Documented traceability from raw material to finished product
Our manufacturing process delivers:
✅ Guaranteed magnetic permeability <1.005 μ
✅ Superior mechanical properties matching drill collar requirements
✅ Full traceability with complete documentation
✅ API and SY/T5144 compliance
8-Stage Manufacturing Process
Comprehensive Production Workflow
图表Detailed Process Specifications
1. Smelting & Electroslag Remelting (ESR)
| Process Parameter | Specification | Quality Purpose |
|---|---|---|
| Raw Material Purity | 99.9% pure nickel/chromium | Controls magnetic element content |
| ESR Temperature | 1600-1700°C controlled | Removes impurities and oxides |
| Slag Composition | Custom fluoride-based | Optimal desulfurization and deoxidation |
| Ingot Quality | Homogeneous austenitic structure | Consistent non-magnetic properties |
2. Precision Forging Process
| Forging Parameter | Control Standard | Result Benefit |
|---|---|---|
| Forging Temperature | 1150-1200°C precise control | Prevents sigma phase precipitation |
| Deformation Rate | 60-70% reduction | Refines grain structure |
| Cooling Rate | Controlled air cooling | Maintains austenitic stability |
3. Solution Strengthening Heat Treatment
| Treatment Stage | Process Parameters | Metallurgical Effect |
|---|---|---|
| Solution Treatment | 1050°C ±10°C, water quench | Dissolves carbides in austenite |
| Stabilization | 850°C holding, controlled cool | Prevents sensitization |
4. Comprehensive Testing Protocol
| Test Type | Method Standard | Acceptance Criteria |
|---|---|---|
| Ultrasonic Testing | API Spec 7-1 Appendix H | Zero indications >3% wall thickness |
| Magnetic Permeability | ASTM A342 method | ≤1.005 μ maximum |
| Chemical Analysis | Optical emission spectroscopy | Meets API/SY/T5144 composition |
Quality Assurance Metrics
Magnetic Performance Guarantee
Permeability Range: 1.002-1.005 μ (10x better than conventional steel)
Testing Frequency: Every 150mm along collar length
Certification: Each collar includes magnetic permeability map
Mechanical Properties
| Property | Minimum Value | Test Method |
|---|---|---|
| Yield Strength | 120 ksi | ASTM A370 |
| Impact Toughness | 60J @ -20°C | ASTM E23 |
| Hardness | HRC 22-28 | ASTM E18 |
Manufacturing Advantage Summary
✅ Material Consistency
ESR technology ensures ultra-clean steel with controlled chemistry
Precision forging creates uniform grain structure throughout
✅ Property Guarantee
Solution strengthening optimizes non-magnetic characteristics
Multiple testing stages verify performance at every step
✅ Traceability & Documentation
Complete heat tracking from melting to final inspection
Individual collar certification including all test results
Industry Applications & Performance
Critical Downhole Applications
MWD/LWD Housing - precise survey accuracy requirement
Directional Drilling - magnetic interference prevention
Geosteering Operations - reliable formation evaluation
Sour Service Environments - corrosion resistance necessity